










Джерело: www.intechopen.com/books/solar-cells/industrial-silicon-solar-cells
Мехул К. Раваль та Сукумар Мадугула Редді
Подано: 4 жовтня 2018 р. Переглянуто: 29 січня 2019 р. Опубліковано: 15 травня 2019 р
DOI: 10.5772 / intechopen.84817
Анотація
У цій главі буде представлено промислові технології виробництва сонячних елементів з кремнію з їх поточним статусом. Будуть обговорені та зіставлені комерційні структури p-типу та високоефективні структури n-типу сонячних елементів, щоб читач міг отримати перевагу в промислових сонячних елементах. Представлено короткий огляд різних етапів процесу від текстурування до трафаретного друку металізації. Процеси текстурування монокристалічних та багатокристалічних кремнієвих пластин були розглянуті з останніми процесами. Представлено загальний огляд теплових процесів дифузійного та антирефлексного нанесення покриття. Добре налагоджений процес трафаретного друку для металізації сонячних батарей представлений кроком швидкого випалу для спікання контактів. Введено IV тестування сонячних елементів з різними параметрами для характеристики сонячних елементів. Також обговорюються останні розробки в різних процесах та виробництві обладнання, а також очікувані майбутні тенденції.
Ключові слова
кремній
сонячні елементи
виробництво
багатокристалічний
монокристалічний
текстурування
1. Вступ
Фотоелектрика є важливим відновлюваним джерелом енергії, яке швидко зросло з 8 ГВт у 2007 році до 400 ГВт у 2017 році [1]. Разом із зростаючим попитом, вартість фотоелектричної системи також значно впала з 35,7 $ / Wpin 1980 до 0,34 $ / Wpin 2017, прискорюючи її прийняття [2]. Кремній (Si), який є важливим матеріалом мікроелектронної промисловості, також широко використовувався в якості сипучого матеріалу сонячних елементів з 1950-х років з часткою ринку&гт; 90% [2]. У цій главі будуть представлені типові кроки для виробництва комерційних сонячних елементів з кремнію. Коротка історія сонячних елементів та огляд типу кремнієвих підкладок разом з різною архітектурою сонячних елементів будуть представлені в розділах 2 та 3. Згодом, хімічна та волога хімічна та високотемпературні стадії, що використовуються у виробництві, будуть описані в розділах 4 і 5. У розділі 6 буде розглянуто процес металізації разом із типовими параметрами характеристики комерційних сонячних елементів. Нарешті, майбутня дорожня карта та очікувані тенденції будуть обговорені у заключному розділі.
2. Еволюція сонячних елементів
`` Фотоелектричний ефект '' буквально означає створення напруги під впливом світла. Вперше явище спостерігав французький фізик Едмунд Беккерель на електрохімічній комірці в 1839 р., Тоді як британські вчені WGAdams і REDay його спостерігали на твердотільному приладі з селену в 1876 р. [3]. Починаючи з 1950-х років, спостерігався швидкий прогрес у роботі комерційних сонячних елементів від< 1%="" до=""> 23% [2], а кремній з тих пір був «робочим конем» фотоелектричної промисловості. тоді. Еволюція сонячних елементів кремнію показана на малюнку 1.

Рисунок 1. Еволюція кремнієвих сонячних елементів. (a) 1941: Сонячна батарея, про яку повідомляється із врізаним переходом, (b) 1954: Сонячна батарея pn-перехід, утворена з дифузією легучої домішки, (c) 1970: Фіолетова комірка з алюмінієвим полем задньої поверхні, (d) 1974: Чорна комірка з поверхня з хімічною текстурою [3].
Перші кремнієві сонячні елементи, продемонстровані Расселом Олом з лабораторій Белл протягом 1940-х років, базувались на природних з'єднаннях, утворених в результаті сегрегації домішок під час процесу перекристалізації [3]. Клітини мали ефективність< 1%="" через="" відсутність="" контролю="" над="" місцем="" з'єднання="" та="" якістю="" кремнієвого="" матеріалу.="" номенклатура="" для="" іменування="" регіонів="" (p-type:="" сторона,="" яка="" є="" підсвічуванням,="" і="" n-type:="" інша="" сторона),="" надана="" ohl,="" з="" тих="" пір="" використовується="" для="" конвенцій="" щодо="" іменування="" сонячних="">
Протягом 1950-х років спостерігався бурхливий розвиток високотемпературного процесу дифузії легуючих речовин у кремнії. Персон, Фуллер і Чаплін з лабораторій Bell продемонстрували 4,5% ефективний сонячний елемент з допіванням на основі літію, який покращився до 6% за рахунок дифузії бору. Сонячний елемент мав "обгортку" навколо структури (Малюнок 1 (b)) з обома контактами на тильній стороні, щоб уникнути втрат затінення, але призвели до більших резистивних втрат через обмотувальну структуру. До 1960 р. Клітинна структура еволюціонувала, як показано вМалюнок 1 (c). Оскільки заявка застосовувалась для досліджень космосу, для забезпечення максимальної стійкості до випромінювання використовували підкладку з високим опором 10 Ом см. З обох боків використовували контакти, що випаровувались у вакуумі, тоді як покриття з оксиду кремнію використовували як антивідбивне покриття (ARC) на лицьовій стороні (FS) [3].
На початку 1970-х років було виявлено, що спікання алюмінію на тильній стороні покращує характеристики клітини шляхом формування сильно легованого інтерфейсу, відомого як "поле задньої поверхні (Al-BSF)", і отримання гетерогенних домішок [3]. Al-BSF зменшує рекомбінацію носіїв на тильній стороні і, отже, покращує напругу та довгохвильову спектральну характеристику. Впровадження більш тонких і близько розташованих пальців зменшило вимогу до допінгу з'єднання і усунуло мертвий шар. ARC діоксиду титану (TiOx), і його товщину було обрано для зменшення відбиття на коротших довжинах хвиль і надало фіолетовий вигляд сонячним елементам. Подальше вдосконалення було зроблено завдяки текстуруванню пластин за допомогою анізотропного травлення пластин (100) для оголення поверхонь (111). Текстурування призвело до поліпшення захоплення світла та надання клітинам темного оксамитового вигляду. Покращена архітектура комірок показана вМалюнок 1 (d). У 1976 р. Ріттнер і Арндт продемонстрували наземні сонячні елементи з ефективністю, що наближається до 17% [3].
Сонячний елемент з пасивованим випромінювачем (PESC) досяг межі 20% ефективності в 1984–1986 рр. Площа контакту метал / кремній у клітинах PESC становила лише 0,3%, тоді як двошаровий ARC ZnS / MgF2був використаний в обох клітинних структурах. У 1994 р. Було продемонстровано пасивований випромінювач задньої локально дифузійної (PERL) комірки з ефективністю 24% [3]. У порівнянні з клітиною PESC, клітина PERL мала перевернуті піраміди на ФС для кращого захоплення світла та пасивації на основі оксиду з обох сторін. Пасиваційний шар оксиду на тильній стороні також покращив внутрішню відбивну здатність довжини довжини хвилі, а отже, і спектрочутливість.
На додаток до еволюціонуючої архітектури сонячних елементів, також постійно розвиваються виробничі сфери з точки зору збільшення пропускної здатності, вдосконалення технологічних етапів та зменшення витрат. Короткий огляд виробництва субстратів Si та різних типів сонячних елементів наведено в наступному розділі.
3. Комерційні технології кремнієвих сонячних елементів
Si є другим за поширеністю матеріалом на землі після кисню і широко використовується в напівпровідниковій промисловості. Кремній металургійного класу (Mg-Si) чистотою 98% отримують нагріванням кварцу (SiO2) вуглецем при високих температурах 1500-2000 [4]. Mg-Si додатково очищається з отриманням кремнієвих шматків сонячного класу чистотою 99,99%. Потім очищені шматки Si сонячного класу обробляють далі, отримуючи монокристалічні та багатокристалічні форми злитків Si, які становлять велику масу кремнію. У монокристалічному Si атоми розташовані в однаковій кристалічній орієнтації по всьому матеріалу. Для сонячних елементів бажана орієнтація (100), оскільки її можна легко текстурувати для зменшення поверхневого відбиття [5]. Багатокристалічний Si, як випливає з назви, має кілька зерен матеріалу Si з різною орієнтацією, на відміну від монокристалічних субстратів. Монокристалічний матеріал має вищий термін служби носія незначної кількості порівняно з багатокристалічним Si і, отже, вищу ефективність сонячних елементів для даної технології сонячних елементів.
Метод Чохральського (Cz) для виготовлення монокристалічних злитків Si проілюстрований на малюнку 2 (а). Високочистий розплавлений кремній з добавкою підтримується вище температури плавлення, а потім насіннєвий кристал витягується з дуже повільною швидкістю, щоб отримати злиток діаметром до 300 мм і довжиною 2 м [6]. Розплавлений кремній можна легувати добавками р-типу або н-типу для отримання конкретного типу монокристалічного злитка Si до 200 кг [2]. Вафлі, випиляні із злитків, мають круглі краї, а отже, форма називається "квадрат пседо". Багатокристалічні злитки кремнію виготовляються плавленням високочистого Si та кристалізацією їх у великому тиглі методом спрямованого затвердіння [7], як показано на малюнку 2 (b). Процес не має еталонної орієнтації кристалів, як процес Cz, а отже, утворює кремній матеріал різної орієнтації. В даний час багатокристалічні злитки Si важать> 800 кг [2], які потім розрізають на цеглу, а вафлі пиляють далі.
Поточний розмір монокристалічних та багатокристалічних пластин для виготовлення сонячних елементів становить 6 дюймів × 6 дюймів. Площа монокристалічних пластин буде трохи меншою за рахунок псевдо-квадратної форми. Найбільш широко використовуваний базовий матеріал для виготовлення сонячних елементів - леговані бором підкладки Si типу р-типу. Si-підкладки N-типу також використовуються для виготовлення високоефективних сонячних елементів, але мають додаткові технічні проблеми, такі як отримання рівномірного легування вздовж злитка порівняно з підкладками p-типу.

Рисунок 2. Ілюстрація (а) процесу Cz для монокристалічних злитків та (б) процесу спрямованого затвердіння для багатокристалічних злитків.
Широка класифікація різних типів сонячних елементів разом із діапазонами ефективності наведена на рисунку 3. Стандартна технологія алюмінієвого поля задньої поверхні (Al-BSF) є однією з найпоширеніших технологій сонячних елементів, враховуючи її порівняно простий виробничий процес. Він заснований на повному осадження заднім боком (RS) за допомогою процесу трафаретного друку та утворення ap + BSF, що допомагає відштовхувати електрони від задньої сторони підкладки p-типу та покращувати роботу клітини. Виробничий потік сонячних елементів Al-BSF показано на малюнку 4. Стандартна конструкція комерційних сонячних елементів - із сітчастою структурою та повними площами RS-контактів.

Рисунок 3. Широка класифікація різних типів сонячних елементів.

Рисунок 4. Виробничий потік сонячних елементів Al-BSF.
Сонячний елемент заднього контакту пасивованого випромінювача (PERC) покращує архітектуру Al-BSF, додаючи шар пасивації з задньої сторони для поліпшення пасивації ззаду та внутрішнього відбиття. Оксид алюмінію є придатним матеріалом для пасивації RS із середньою ефективністю сонячних елементів близько 21%, отриманою у процесі виробництва [8]. Існуючу лінію сонячних елементів Al-BSF можна модернізувати до процесу PERC за допомогою двох додаткових інструментів (осадження шару пасивації RS та лазера для локалізованого розмикання контактів на RS).
Решта три клітинні архітектури - це переважно високоефективні технології, засновані на підкладках Si типу n. Гетероперехідний сонячний елемент a-Si має шари a-Si на FS та RS підкладки Si типу n, утворюючи "гетеропереходи", на відміну від звичайного високотемпературного pn-переходу на основі дифузії. Така технологія дозволяє обробляти при більш низьких температурах, але дуже чутлива до якості поверхневих поверхонь. гетероперехідний сонячний елемент на основі a-Si комерційно виробляється компанією Sanyo Electric, яка в даний час переходить до Panasonic [9]. У конструкції сонячного елемента з міжцифровим зворотним контактом (IBC) обидва контакти присутні на тильній стороні, усуваючи втрати затінення контакту FS. Зазвичай для сонячних батарей IBC перехрестя також буде розташоване на тильній стороні. Одним з перших виробників високоефективних сонячних елементів типу IBC n-типу є SunPower Corporation [10]. Двофазні клітини, як випливає з назви, можуть захоплювати світло з обох боків сонячних елементів. Це означає, що на задній стороні також є контакти сітчастого малюнка, що дозволяють збирати світло. Прикладом двофазної технології є сонячна батарея BiSON, розроблена та комерціалізована ISC, Констанц [11]. Слід зазначити, що зазначена класифікація не є вичерпним переліком різних інших типів архітектур сонячних елементів, які перебувають у фазі R&D, близькі до комерціалізації або вже виготовляються. Наступні розділи дадуть загальний огляд етапів процесу виробництва сонячних елементів Al-BSF.
4. Мокрохімічні процеси для виготовлення сонячних елементів
Обробка на основі вологої хімії є важливим етапом в обробці сонячних елементів для усунення пошкоджень пилами (SDR) для обрізаних пластин, текстурування поверхні для збільшення поглинання надходить сонячного випромінювання та ізоляції країв після дифузійного процесу. Як обговорювалося в попередньому розділі, для виготовлення сонячних елементів використовуються переважно монокристалічні та багатокристалічні кремнієві пластини. Обробка на основі вологої хімії для відповідних видів вафель буде обговорена вперед.
4.1 Текстурування монокристалічних кремнієвих пластин
Як зазначено у розділі 2, розвиток сонячних елементів розпочався переважно з монокристалічних пластин і, отже, використовував добре відомі методи з області мікроелектроніки. Лужне анізотропне травлення на основі КОН / NaOH використовується для пірамідного текстурування монокристалічних пластин. Вирізана монокристалічна пластина має середньозважену відбивальну здатність> 30% (на довжині хвилі 300-1200 нм), яка зменшується до 11-12% після процесу текстурування. Типова морфологія лужної текстурованої поверхні показана на малюнку 5. Анізотропний травильний розчин витравлює поверхню пластин (100), щоб оголити поверхні (111), які мають вищу щільність атомів кремнію і, отже, більш низьку швидкість травлення порівняно з ( 100) обличчя. Це призводить до утворення випадкових пірамідних структур, які утворюють кут 54,7 ° відносно поверхні пластини.

Рисунок 5. Типова морфологія поверхні монокристалічної пластини лужної текстури.
Типові параметри процесу лужного текстурування наведені в Таблиці 1. Слід зазначити, що значення різних параметрів є орієнтовними і не повинні сприйматися як абсолютні, оскільки на ринку існує безліч виробників добавок. Спочатку ізопропіловий спирт (ІПА) використовували як добавку в текстуруючий розчин, який не бере участі в реакції травлення, але діє як змочувальний агент для поліпшення однорідності текстурування, запобігаючи прилипанню бульбашок H2 (що утворюються під час реакції) поверхню кремнію [12]. Однак до 2010 р. IPA поступово замінювались альтернативними добавками через такі недоліки, як нестабільна концентрація, оскільки температура ванни близька до температури кипіння IPA (82,4 ° C), високі витрати, велике споживання, небезпека для здоров’я та вибухонебезпечність [12]. Багато груп опублікували розробку для заміни IPA альтернативними добавками для подолання недоліків IPA, збільшення вікна процесу та зменшення поверхневої відбивної здатності [12,13,14,15,16]. Також добавки скорочують час обробки до< 10="" хвилин="" і="" збільшують="" термін="" служби="" ванни="" до=""> 100 пробіжок.
Процес
KOH / IPA
КОН / добавка
КОН (%) | 3 | & lt; 3 |
IPA (%) | 6 | — |
Добавка (%) | — | & lt; 2 |
Температура процесу [° C] | & gt; 80 | 70–100 |
Розмір піраміди [мкм] | 5–12 | 2–7 |
Час процесу [хв] | 30–40 | 5–10 |
Органічний вміст [мас.%] | 4–10 | & lt; 1.0 |
Температура кипіння [° C] | 83 | & gt; 100 |
Термін служби ванни | & lt; 15 | & gt; 100 |
Таблиця 1. Параметри процесу для лужної текстури на основі IPA та добавок на основі монокристалічних пластин.
Процес текстурування монокристалічних пластин зазвичай виконується в "партії", що означає, що пластини завантажуються в носій з прорізами для утримання пластин (100 слотів у носії), а потім партія послідовно обробляється у ваннах для етапи текстурування, очищення, обробки для видалення органічних залишків та забруднень металами та сушіння оброблених пластин. Носії, як правило, покриті PVDF, який має дуже хорошу стійкість до різних хімічних речовин, стирання та механічного зносу. Типовий носій для обробки монокристалічних вафель показаний на малюнку 6. Інструмент для текстурування партії має спеціальні ванни для кожного етапу з дозаторами для хімікатів, що використовуються у ванні. Інструмент обробляє багато носіїв одночасно і може досягти пропускної здатності> 6000 пластин / год при обробці чотирьох носіїв одночасно.

Рисунок 6. Несучі для завантаження пластин у пакетний інструмент. Джерело: RCT solutions GmbH.
4.2 Текстурування багатокристалічних кремнієвих пластин
Багатокристалічні пластини мають вигідну вартість у порівнянні з монокристалічними пластинами, а отже, отримали більш широке поширення. Однак лужна хімія, що використовується для текстурування монокристалічних пластин, не працює добре для багатокристалічних пластин через наявність різної орієнтації зерен. Альтернативна кислотна хімія на основі HF та HNO3 була розроблена для одночасного усунення пошкоджень пилки та текстури багатокристалічних пластин [17,18]. Текстурування на основі кислого розчину працює при температурах нижче кімнатної, а отже, призводить до зменшення викидів реакційного газу, незначного утворення тепла, вищої стабільності розчину для травлення та кращого контролю швидкості травлення [18]. Порівняння лужного текстурування та процесу кислотного текстурування для багатокристалічних пластин показано на малюнку 7.

Рисунок 7. Порівняння лужної та кислої текстури для багатокристалічних пластин. Для порівняння також показані криві відбиття після осадження SiNx: H [17].
Процес кислого текстурування багатокристалічної пластини може бути здійснений за значно скорочений час порівняно з процесом лужного текстурування, і, отже, може бути реалізований у `` вбудованій '' конфігурації, де пластини пропускаються через валики, занурені у травильну ванну. Репрезентативне зображення вбудованого процесу разом із типовим процесом кислотного текстурування показано на малюнку 8. Для конфігурації з п’ятьма смугами вбудований інструмент може мати пропускну здатність до 4000 вафель / год. Важливо зауважити, що поверхню пластини, звернену донизу в травильному розчині, текстурована краще верхньої сторони і є "сонячною стороною" для подальшої обробки. Процес кислого текстурування призводить до утворення на текстурованій поверхні пористого кремнію, який поглинає світло, а також збільшує рекомбінацію поверхні [18]. Отже, пористий кремній видаляється за допомогою розведеного лужного розчину. Згодом проводять кислотне очищення (HF + HCl) для видалення оксидів та металевих забруднень з поверхонь пластин.

Рисунок 8. (а) Репрезентативний вбудований процес із п’ятьма доріжками та (б) процес кислотного текстурування для багатокристалічних пластин.
Важливо зазначити, що обговорений вище процес кислотного текстурування підходить для розпиленого в суспензії багатокристалічних пластин (SWS). Впродовж останніх кількох років алмазний дротяний розпил (DWS) замінив різання на основі шламового дроту завдяки технологічним та економічним перевагам [19]. Пошкодження пилки багатокристалічних пластин SWS більші, ніж пластини DWS, які мають глибокі прямі канавки та набагато більш гладку поверхню, ніж пиляні пластини з дротяним розчином [19]. Пошкодження пилки для вафельних пластин SWS відіграє важливу роль для початку процесу текстурування, чого не відбувається для вафельних пластинок DWS.
Запропоновано різні методи текстурування багатокристалічних пластин DWS і вони зведені в Таблицю 2 [20]. Шляхом налаштування різних методів може бути отримана відбивна здатність близько 0%, а отже, термін "чорний кремній" був використаний для текстурування багатокристалічних пластин DWS. RIE був першим методом отримання чорного кремнію і використовував гексафторид сірки (SF6) для реакції з Si та газами, такими як Cl2 та O2, для пасивування та обмеження реакції [20]. Нещодавно комерційні сонячні елементи з кількістю PERC із середньою ефективністю 21,3% були продемонстровані за допомогою текстурного процесу на основі RIE [21]. Однак, оскільки RIE - це процес на основі вакууму, пропускна здатність є низькою порівняно із типовим вбудованим процесом, а також необхідна додаткова попередня обробка та подальша обробка, щоб усунути пошкодження пилки та пошкодження внаслідок іонного бомбардування відповідно. Варіант методу RIE, який не потребує вакууму або плазми, був впроваджений в комерційному інструменті [22].
Метод
Реагенти
Маска
Каталізатор
Мінімальна відбивна здатність (%)
Реакційно-іонне травлення (RIE) | SF6/O2, SF6/ Кл2/O2, SF6/O2/ СН4 | Жоден | Жоден | 4.0 |
Імплантація іонних плазмових іонів (PIII) | SF6/O2 | Жоден | Жоден | 1.8 |
Лазерне опромінення | CCl4, C2Кл3F3, SF6, Кл2, N2, повітря | Жоден | Жоден | 2.5 |
Плазмове травлення | SF6 | Ag наночастинки | Жоден | 4.2 |
Хімічне травлення за допомогою металу (MACE) | AgNO3/ HF / HNO3 | Жоден | Ag, Au | 0.3 |
Електрохімічне травлення | HF, EtOH, H2O | Жоден | Жоден | & lt; 5.0 |
Таблиця 2. Різні методи текстурування алмазно-дротяних пиляних багатокристалічних пластин [20].
Одним з підходів до текстурування багатокристалічних пластин DWS є модернізація існуючої хімії на основі кислотної текстури з добавками [23,24,25]. Такий підхід потенційно може мати нижчий рівень СО порівняно з підходом на основі MACE [23]. Було продемонстровано, що відбивна здатність такого підходу на основі добавки є подібною до звичайного розчину для ізотекстурування з ефективністю сонячних елементів 18,7% для структури на основі Al-BSF [24].
Текстурування на основі MACE схоже на звичайний метод кислотного травлення з додатковим етапом каталітичного осадження металу. Процес складається з SDR, осадження металу каталізатором, хімічного травлення та доочистки. Ефективність 19,2% була досягнута для комерційних мультиклітин Al-BSF із використанням пакетного процесу текстурування MACE [26]. Продемонстровано комерційний інструмент на базі MACE типу Inline з можливістю налаштування відбивної здатності в діапазоні 12–23% та отримання середньої ефективності для структури Al-BSF та PERC 18,8 та 20,2% відповідно [27]. Репрезентативні зображення текстурованої поверхні на основі процесу MACE наведені на малюнку 9. Вартість володіння (CoO) вбудованого процесу MACE потенційно нижча порівняно з періодичним процесом MACE з метою подальшого зменшення шляхом переробки Ag з текстурувальної ванни [27].
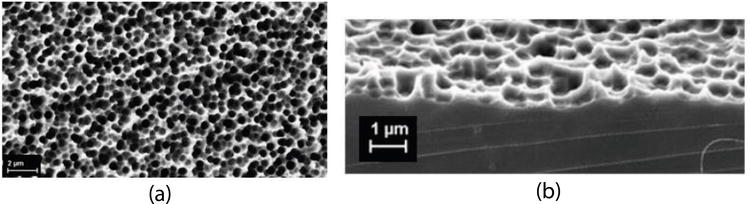
Рисунок 9. Мультипластинки DWS з текстурою MACE, (a) поверхня з Ravg=12% та (b) поверхня з Ravg=22% [27].
4.3 Ізоляція краю на основі вологої хімії
Область випромінювання в сонячній батареї виготовляється шляхом високотемпературного дифузійного процесу (що буде обговорено в наступних розділах). Під час дифузійного процесу на пластину осідає фосфорно-силікатне скло (ПСГ), яке слід видалити перед нанесенням шару ARC. Як зображено на малюнку 10, після етапу дифузії область n-типу також присутня на краях і на тильній стороні пластини. Шар типу n на краях і на тильній стороні буде коротко замикати випромінювач з базовою підкладкою, отже, важливо витравити ці області та ізолювати випромінювач на ФС від базової підкладки, як показано на малюнку 10 (с).

Рисунок 10. Обробка кремнієвої пластини після дифузії та ізоляції країв (а) Текстурована кремнієва пластинка, (б) Дифузна кремній-пластинка, (в) Дифузна кремній-пластинка після ізоляції краю.
Процес ізоляції країв можна виконати вбудованим способом, подібним до процесу текстурування, обговореного в попередньому розділі. Виняток у цьому випадку полягає в тому, що хімічна речовина повинна травити лише задню сторону та краї, не взаємодіючи з FS. Репрезентативне зображення процесу ізоляції краю показано на малюнку 11. Важливо зазначити, що ролики присутні лише на нижній стороні, щоб уникнути будь-якого контакту розчину для травлення з лицьовою стороною. Подальші кроки після травлення RS аналогічні крокам у вбудованій текстурувальній машині.

Малюнок 11. Репрезентативне зображення сонячної батареї у вбудованій ванні з ізоляцією краю.
5. Теплові процеси для виготовлення сонячних елементів
Високотемпературні процеси становлять життєво важливу частину виготовлення сонячних елементів. Прикладами таких процесів є формування pn-переходу дифузією, випал трафаретних контактів, активація поверхневих пасиваційних шарів або дефекти, викликані процесом відпалу. У цьому розділі висвітлюється основна фізика процесу дифузії випромінювачів та посиленого хімічним осадженням плазми (PECVD).
5.1 Дифузія випромінювача
Дифузія випромінювачів є одним з найважливіших теплових етапів у виробництві сонячних елементів. Випромінювач n-типу кристалічних сонячних елементів кремнію р-типу утворюється дифузією фосфору (Р). У процесі дифузії пластини Si відправляються в піч і піддаються впливу температури 800–900 ° C фосфорилхлориду (POCl3) та O2, що призводить до осадження ПСГ на поверхні пластин Si. Цей етап називається попереднім осадженням, де PSG [28] діє як джерело легуючих речовин фосфору (P) для дифузії у пластину Si. Наступним кроком є в'їзд, де подача присадочних газів відключається, і Р із шару PSG дифундує далі в пластину Si. Hannes etal. [29] ілюструє для оптимальної доцільності процесу для фотоелектричних застосувань, слід враховувати три різні ефекти. По-перше, дифузія Р з ПСГ та його присутність в електрично активних та неактивних станах у пластині Si, що збільшує рекомбінацію Шоклі-Реда-Холла (SRH). По-друге, проникнення домішок у шар Si у напрямку до шару PSG. Нарешті, металевий контактний контакт з легованим P-випромінювачем Si витягує генеровану потужність.
Процес дифузії кількісно визначається опором листа, який залежить від глибини переходу pn та профілю концентрації P. Опір листа має одиниці Ω / см (зазвичай вимірюється як Ω / □) і вимірюється за допомогою чотириточкової зондової системи. Визначення опору листа проілюстровано вЕкв. (1).
де R=опір прямокутного перерізу (Ω); ρ=опір (Ω см); l=довжина прямокутного перерізу (см); A=площа прямокутного перерізу (см2); W=ширина прямокутного перерізу (см ); D=глибина прямокутного перерізу (см) і ρ-аркуш=опір для заданої глибини (D), коли l=W (Ω / □).
Раніше значення опору емітерного листа становили 30–60 Ом / □ при глибинах pn переходів> 400 нм та високій концентрації поверхні P. Завдяки вдосконаленням контактної пасти зі срібла (Ag) на лицьовій стороні, опір емітерного листа зараз знаходиться в межах 90–110 Ом / Ω з глибиною переходу близько 300 нм і нижчою концентрацією поверхні Р Перехід на більший опір аркуша дозволяє захоплювати більше світла в УФ та синьому спектрі, одночасно зменшуючи поверхневу рекомбінацію для поліпшення Voc. Слід зазначити, що процес дифузії відбувається на ФС (безпосередньо підданому дії газів), а також на краях і РС. Якщо процес ізоляції країв не проводиться (як обговорено в розділі 4.3), випромінювач буде короткозамкнений з підкладкою.
На малюнку 12 показано процес дифузії POCl3 у закритій кварцово-трубковій системі. POCl3 - джерело рідини, що подається до технологічної трубки шляхом барботування її газом-носієм N2. Змішуючи

Рисунок 12. (а) Схематичне зображення процесу дифузії періодичного типу та (б) репрезентативне зображення обладнання для дифузії періодичного типу. Джерело: centrotherm GmbH.
На поверхні Si,
Хлор, який є побічним продуктом під час попереднього осадження, очищає пластини та кварцові трубки, утворюючи з металами комплекси. PSG використовується як джерело для введення атомів P в поверхню Si. Під час вбудовування POCl3is вимикався і додавав лише O2 для створення тонкого оксидного шару під PSG для посилення дифузії атомів P в поверхню Si.
Усередині дифузійної трубки є п'ять нагрівальних зон, як показано на малюнку 13. Зони:
Зона завантаження (LZ) - площа, звідки вафлі завантажуються в трубку.
Центральна зона завантаження (CLZ) - зона між зоною завантаження та центральною зоною.
Центральна зона (CZ) - центральна площа трубки.
Центральна газова зона (CGZ) - зона між центральною зоною та газовою зоною.
Газова зона (ГЗ) —площа, звідки гази виводяться через вихлоп.

Рисунок 13. Зони обігріву всередині дифузійної трубки.
Зазвичай температури кожної зони нагрівання регулюються для отримання рівного опору емітерного листа для всіх пластин на човні.
Середовище процесу дифузії повинно бути дуже чистим, а отже, для труб використовується кварцовий матеріал. Чистота труб і обслуговування зони завантаження також впливає на результати процесу. Оскільки при дифузії газової фази в трубці немає залишків, це призводить до більш чистого процесу. Навантажуючи наполовину крок в умовах низького тиску (LP) [31], пропускну здатність можна збільшити. Зазвичай 1000 вафель завантажуються в одну трубку, а п’ять дифузійних трубок у дифузійній системі періодичного типу дозволяють досягти пропускної здатності до 3800 вафель / год для виробництва сонячних батарей.
Вбудована дифузійна система, де пластини транспортуються на стрічці з фосфорною кислотою як джерелом легуючих речовин Р, також використовувалася у комерційному виробництві [32]. Однак, порівняно з вбудованим процесом, пакетний процес є більш чистим, ефективним та результативним. Для сонячних елементів n-типу або таких сучасних концепцій, як PERT, пакетна дифузія p-типу базується на джерелах добавки бору (B), таких як трибромід бору (BBr3) [33,34].
5.2 Нанесення антирефлексного покриття (ARC)
Гола поверхня Si відбиває> 30% падаючого світла. Як обговорювалося в розділі 4, процес текстурування покращує світлозахоплення. Бажано ще зменшити коефіцієнт відбиття, який отримують шляхом нанесення шару ARC. TiOx був одним із ранніх матеріалів, який використовувався як шар ARC для сонячних елементів, однак, оскільки він не міг забезпечити адекватної пасивації поверхні, з часом його замінили на SiNx: H [37]. Термічно вирощений оксид кремнію (SiO2) також використовувався як пасивуючий матеріал у рекордних пасивованих емітерах задніх локально дифузійних (PERL) клітин [37]. Високий тепловий бюджет та тривалий процес роблять пасивацію на основі SiO2 непридатною для масового виробництва сонячних елементів [37]. Всебічний огляд різних ARC та пасивуючих матеріалів для застосування сонячних елементів розглядається в [37].
Процес хімічного осадження з допомогою плазмового посилення (PECVD) підходить для нанесення ARC-шару SiNx: H, який не тільки зменшує відбиття, але і пасивує передній випромінювач n-типу та основну масу, таким чином покращуючи ефективність сонячних елементів [36, 37]. Схема періодичної системи PECVD наведена на малюнку 14. Пластинки завантажуються в графітовий човен лицьовими сторонами один до одного. РЧ-плазма на основі технологічних газів аміаку (NH3) та силану (SiH4), що працюють при температурі 400–450 ° C, наносить гідрований шар SiNx: H відповідно до рівняння. (4) [35]. Водень, включений у плівку SiNx: H, дифундує в основну масу на етапі випалу (обговорюється в наступному розділі) і пасивує звисаючі зв’язки для поліпшення роботи сонячних елементів [36,37].
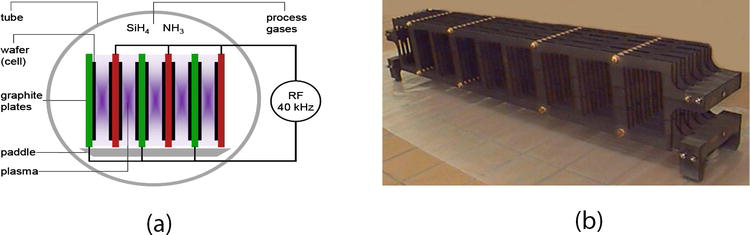
Малюнок 14. (а) Принципова схема періодичного процесу PECVD для осадження SiNx: H та (b) графітовий човен для завантаження пластин Si у печі PECVD.
Показник заломлення (RI) плівки SiNx: H контролюється співвідношенням SiH4 / NH3gas, тоді як товщина залежить від тривалості осадження. ARC на основі SiNx: H може звести до мінімуму відбиття для однієї довжини хвилі, а довжина хвилі визначається як [38],
деt=товщина шару SiNx: H ARC, λ0=довжина хвилі надходить світла і n1=показник заломлення шару SiNx: H.
Виходячи із взаємозв'язку, ARC також називають "ARC довжиною чверті хвилі". Для сонячних елементів RI і товщина вибираються для мінімізації відбиття на довжині хвилі 600 нм, оскільки це пік сонячного спектру. Товщина та RI ARC вибирається як середнє геометричне для матеріалів з обох сторін, тобто скло / повітря та Si. Типова товщина SiNx: H ARC становить 80–85 нм з RI 2,0–2,1, що надає сонячній батареї колір від синього до фіолетово-синього. Репрезентативне зображення текстурованої багатокристалічної сонячної батареї, депонованої SiNx: H, показано на малюнку 15 (а), тоді як варіація кольору SiNx: H залежно від його товщини показана на малюнку 15 (b). Важливо відзначити, що існує залежність від текстури поверхні та кольору ARC для заданих параметрів осадження. Існує безліч сонячних модулів, де колір сонячних елементів темніший на відміну від типового синього кольору. Типовий етап осадження ARC на виробничій лінії сонячних батарей складається з двох систем PECVD, кожна з яких має чотири трубки та продуктивність до 3500 пластин на годину.

Рисунок 15. (а) Репрезентативне зображення багатокристалічного сонячного елемента з покриттям SiNx: H, (b) варіація шару SiNx: H залежно від його товщини.
SiNx: H не підходить для пасивування Si-типу p-типу, а отже, діелектрики, такі як Al2O3, використовуються для пасивації RS для архітектури клітин, таких як клітини PERC [8], або для випромінювачів p-типу в сонячних елементах n-типу. Для сонячних елементів PERC пасивуючий шар Al2O3 закритий SiNx: H, щоб захистити його від пасти Al під час випалу, а також служить внутрішнім відбивачем для світла з довжиною хвилі. Комерційні системи на основі PECVD та атомного шару (ALD) доступні для осадження Al2O3 з пропускною здатністю до 4800 пластин / год [39].
6. Металізація та характеристика сонячних елементів
6.1 Металізація на основі трафаретного друку
Останнім етапом обробки для виготовлення сонячних елементів є металізація FS та RS для виведення енергії з мінімальними резистивними втратами. Ag є хорошим контактним матеріалом для випромінювача n-типу, тоді як Al дуже добре контактує з підкладкою p-типу. Комбінація пасти Ag / Al використовується для друку прокладок на RS для полегшення взаємозв’язку сонячних елементів у модулі. Трафаретний друк - це простий, швидкий і постійно розвивається процес металізації сонячних елементів.
Схематичне зображення процесу трафаретного друку показано на малюнку 16. Екрани мають сітку з нержавіючої сталі, покриту емульсією, з отворами відповідно до бажаного малюнка металізації, як показано на малюнку 17 (а). Металева паста поширюється по екрану через повінь і рух ракеля, який відкладає пасту на сонячну батарею на основі екрану. Відрив - це відстань до екрану та сонячного елемента. Тиск ракеля та відстань відриву є критичними параметрами, що визначають склад пасти та геометрію пальців Ag FS.

Рисунок 16. Ілюстрація процесу трафаретного друку для металізації сонячних елементів.

Малюнок 17. (а) Сітчасто-емульсійний екран з пальцевим отвором для друку FS Ag [40] та (b) репрезентативний шаблон металізації FS.
Типова паста, що готується для прокладок Ag / Al RS, RS Al та FS Ag складають 35–45 мг, 1,1–1,4 г та 100–120 мг відповідно для 6-дюймового багатокристалічного сонячного елемента Al-BSF. Ілюстративний зразок металізації Ag FS показаний на малюнку 17 (b). Відкривання пальця Ag зменшилось до рівня менше 30 мкм, тоді як застосування 5 шин в даний час все частіше застосовується. З таким параметром екрану та гарною пастою, послідовний FF> 80% слід отримати для сонячних елементів Al-BSF з оптичними втратами затінення lt; 6%.
6.2 Сушіння та швидке випалювання паст для металізації
Пасти для металізації складаються з металевого порошку, розчинників та органічних сполучних речовин. У випадку з пастою FS Ag паста також містить фритту зі скла, одночасно витравлюючи шар SiNx: H і контактуючи з випромінювачем n-типу [41]. Металеві пасти сушать після друку і, нарешті, їх направляють через швидкорозпалювальну піч для спікання та утворюють контакт RS Al-BSF та FS Ag. Приклад такої швидкорозпалювальної печі з температурним профілем показаний на малюнку 18. Процес спікання пальців FS Ag проілюстрований на рисунку 19. Коли сонячна батарея проходить через швидкорозпалювальну піч, органічні сполучні речовини спалюються з подальшим плавленням скляної фрити і, нарешті, утворення кристалітів Ag, що контактують з випромінювачем n-типу. Профіль випалу потрібно налаштовувати, виходячи з конкретних типів паст для металізації та дифузійного профілю емітера. Як приклад, пікова температура випалу може бути низькою, щоб не утворити хороший омічний контакт на ПЧ, тоді як занадто висока температура може призвести до дифузії Ag через перехід і шунтування pn переходу. Зображення повного багатокристалічного сонячного елемента Al-BSF показано на малюнку 20.

Малюнок 18. (а) Приклад топки для спікання для спікання металевих контактів та (б) ілюстративний температурний профіль печі для випалу. Джерело: centrotherm GmbH.

Рисунок 19. Ілюстрація процесу стрільби. (a) Випалювання органічних сполучних речовин, (b) плавлення скляної фритти, що витравлює SiNx: H та (c) Утворення кристаліту Ag на межі розділу випромінювача.
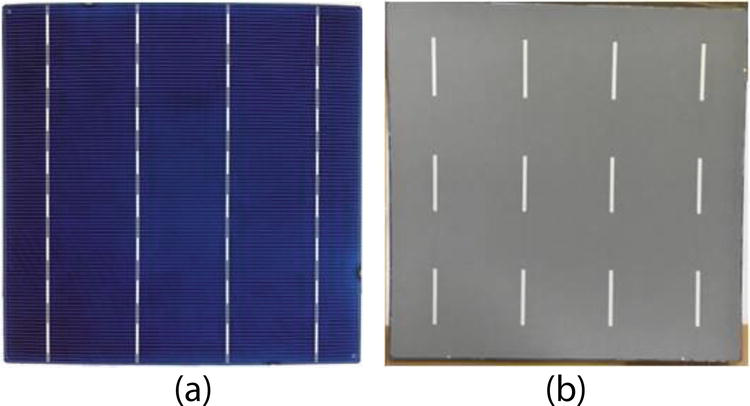
Рисунок 20. (a) FS повної сонячної батареї та (b) RS повної сонячної батареї.
6.3 Металізація на лицьовій стороні на основі покриття
Витрати на різні фактори в переробці сонячних елементів з роками зменшувались, тоді як внесок фронтового Ag все ще залишається найбільш значним [42]. Проведено значний обсяг робіт із заміни Ag на альтернативний метал, такий як мідь (Cu), який має значення провідності, дуже близьке до значення Ag, а також пропонує потенційну значну перевагу у витратах [43,44]. Cu має високу дифузійність і розчинність у Si, а отже, бар'єрний шар, такий як нікель (Ni), осідає на Si перед покриттям Cu [42]. Світло-індуковане покриття (LIP), яке походить від звичайного покриття, використовує фотоелектричний ефект світла для покриття бажаного металу і має багато переваг у порівнянні зі звичайним покриттям [43,44].
Лицьова металізація на основі Ni-Cu вимагає додаткового кроку візерунка ARC на лицьовій стороні, на відміну від металізації на основі пасти Ag, а в більшості випадків також додаткового етапу спікання Ni для зменшення контактного опору та хорошої адгезії металевого штабеля [42 ]. Комерційні сонячні елементи mc-Si, розрізані DWS, на основі покритого стеком Ni-Cu-Ag, продемонстрували з шириною пальця 22 мкм, співвідношенням сторін близько 0,5 та такою ж ефективністю, як і у еталонних екранованих друкованих сонячних елементів на основі Ag [45]. ].
Постійне вдосконалення паст Ag FS, а також простота, надійність та висока пропускна здатність процесу трафаретного друку ускладнюють металізацію на основі Ni-Cu, яка конкурує з металізацією FS на основі Ag. Однак концепції високої ефективності сонячних елементів, такі як двофазні гетероперехідні сонячні елементи, де Cu можна безпосередньо наносити на прозорий провідний оксид, процес покриття спрощується і вимагає лише одного інструменту [39]. Подібним чином, концепції високої ефективності, які вимагають зменшення кількості металу, можуть досягти того ж, використовуючи металізацію на основі покриття [42,46].
6.4 IV тестування та характеристика сонячних елементів
Завершальним етапом є IV тестування повних сонячних елементів відповідно до стандартних умов випробування (STC), тобто AM 1,5G, 1000 Вт / м2 із сонячним тренажером класу AAA. Приклад зондування FS сонячної батареї показано на малюнку 21. Типові параметри, отримані від IV тестера, вказані в таблиці 3. IV тестери мають багато параметрів характеристики, які можуть бути корисними для діагностики дефектів сонячних елементів. Репрезентативні електролюмінесценція (EL) та теплові ІЧ зображення сонячного елемента з деякими дефектами показані на малюнках 22 (a) - (c). Зображення EL хорошого сонячного елемента з рівномірною інтенсивністю показано на малюнку 22 (а), тоді як для сонячного елемента, на якому пальці FS не друкуються рівномірно, на малюнку 22 (b) можна побачити більш темний контраст. ) показує теплове ІЧ-зображення сонячної батареї з локалізованим шунтом, яке утворилося під час одного з етапів обробки. Зрештою, сонячні елементи сортуються за різними кошиками ефективності на основі обраної класифікації.

Малюнок 21.IV вимірювання FS зондування для характеристики сонячних елементів.
Параметр
Коментарі
Vок(V) | Хороші сонячні елементи mc-Si Al-BSF мають значення> 0,635 В |
Isc(A) | Хороші сонячні елементи mc-Si Al-BSF мають значення> 9,0 A |
FF (%) | Хороші сонячні елементи mc-Si Al-BSF мають значення> 80% |
Ефективність (%) | Хороші сонячні елементи mc-Si Al-BSF мають значення> 18,6% |
Vmpp(V) | Відповідна напруга в точці максимальної потужності |
Impp(A) | Відповідний струм в точці максимальної потужності |
Rs(Ω) | Хороші сонячні елементи mc-Si Al-BSF мають значення< 1,5=""> |
Rш(Ω) | Хороші сонячні елементи mc-Si Al-BSF мають значення> 100 Ом |
Iрев(A) | Зворотний струм при напрузі -12В повинен бути [ГГ] lt; 0,5 А для хороших сонячних елементів |
Опір FS BB-BB (Ω) | Опір, виміряний між ВВ на ФС |
Опір RS BB-BB (Ω) | Опір, виміряний між ВВ на РС |
Таблиця 3. Параметри характеристики сонячної батареї, отриманої в результаті вимірювання IV.

Малюнок 22. (а) EL-зображення хорошого сонячного елемента, (b) EL-зображення сонячного елемента з нерівномірністю друку пальцями Ag та (c) теплове ІЧ-зображення сонячного елемента, що вказує на наявність локалізованих шунтів.
7. Майбутні тенденції
DWS став стандартом для монокристалічних пластин, тоді як очікується, що частка ринку становитиме&гт; 80% до 2022 року для багатокристалічних пластин [2]. Очікується, що до цього часу SWS для багатокристалічних пластин буде припинено. З DWS втрати порізів також становлять&80 мкм до 2022 року, що, в свою чергу, зменшить споживання полі-Si на пластину нижче 15 г. Очікується, що дизайн 3BB для фронтальних контактів буде поступово припинений до 2020 року з часткою 50% для дизайну 5BB. Завдяки постійним удосконаленням паст та екранів Ag, прогнозується, що ширина пальця FS зменшиться до 30 мкм до 2022 року. Інструменти для переробки волого-хімічної обробки перетнули пропускну здатність 8000 вафель / год у 2018 році і досягнуть 9000 вафель / год до 2020 року. досягли пропускної здатності 5000 вафель / год у 2018 році, і очікується, що вони перетнуть 7000 вафель / год до 2020 року. Очікується, що секція металізації та IV випробувань / сортування матиме пропускну здатність> 7000 вафель / год до 2022 року.
Технологія клітин на основі Al-BSF, частка якої на ринку становить> очікується, що 60% у 2018 році зменшиться до< 20%="" до="" 2025="" року.="" з="" більшим="" акцентом="" на="" концепції="" високоефективних="" сонячних="" елементів,="" частка="" perc="" очікується,="" що="" технологія="" становитиме=""> 50% до 2022 р. Ефективність виробництва Mono PERC очікується> 22% до 2022 р., тоді як для мульти PERC вона повинна доторкнутися до 21% одночасно. Важливим аспектом, пов'язаним з мульти-PERC, є пом'якшення проблеми на основі LeTID для мінімізації втрат ефективності після встановлення модулів на місцях. Клітини Si HJ з ефективністю> 22% у 2018 році після того, як очікується досягти стабільної ефективності 23% до 2020 року, з часткою ринку близько 10% до 2022 року. Високоефективні двофазні клітини з додатковою перевагою відведення сонячної енергії Очікується, що випромінювання із задньої сторони матиме частку ринку до 20% до 2022 року. Очікується, що сонячні елементи типу N із зворотним контактом перетнуть ефективність 24% до 2020 року.
8. Висновки
Сонячні елементи Si за останні десятиліття стали важливою частиною сфери відновлюваної енергії завдяки зрілим технологіям виробництва. Багатокристалічні пластини типу Р стали основним елементом виробництва сонячних батарей. Однак завдяки вищій ефективності та зменшенню виробничих витрат монокристалічні сонячні елементи також отримали значну частку, і найближчим часом, як очікується, вони будуть тісно конкурувати з багатокристалічними пластинами. Для стандартної технології Al-BSF 19 та 20% стали еталоном для мультикристалічних та монокристалічних сонячних елементів відповідно. Клітини моно-PERC та мульти-PERC досягли стабілізованої ефективності 21,5 та 20% відповідно. Крім того, PERC також забезпечує простіший підхід для двофазних сонячних елементів, маючи сітчастий малюнок на RS замість контакту по всій площі. Високоефективні сонячні елементи n-типу та двофазні мають ринкову частку< 10%,="" яка,="" як="" очікується,="" зросте="" у="" майбутньому.="" за="" останні="" кілька="" років="" технології="" виробництва="" значно="" дозріли="" з="" подальшими="" вдосконаленнями="" для="" збільшення="" пропускної="">
Подяка
Автори висловлюють подяку колегам з RCT Solutions GmbH, у яких взято частину змісту цієї глави. Мехул К.Раваль хоче подякувати колезі Джиму Чжоу за дискусії щодо текстурування чорного кремнію.





